


低温放热焊粉系列(钢轨焊接、轨道焊接)
由于钢轨的物理和化学特性,桑莱特公司开发了低温放热焊粉系列,与传统的放热焊接相比,在配方、要求、操作上都有很大的不同。低温放热焊粉可以防止焊接过程中马氏体和贝氏体的产生,现在主要用于轨道均流线、回流线、跳线、接续线以及轨旁设备与钢轨连接线等. 因其良好的导电性能、可靠的连接效果、持久的抗震特性,被广泛应用于地铁、轻轨、有轨电车和铁路运输。
桑莱特低温放热焊接系列已通过IEEE837、UL467、IEC62561、CE和RoHS认证,是新一代的放热焊接技术。低温放热焊粉具有以下特点/优势:
1.不含锡等有毒重金属,对人员或环境无害。
2.焊粉配方使钢轨更易于焊接。
3.反应温度低,不影响钢轨金相组织。
4.焊接反应平稳,无刺激性气味。
5.焊粉配方中去除了不利于钢轨焊点的物质。
6.焊粉的燃烧温度和速度都有定量的下降。
7.焊接后的焊点温度按预定速度缓慢下降。
低温放热焊接系列焊接模具:
1、焊接点与焊接流径设计,保证接头顺畅成型
2、精确的模具设计,焊接成型结构完整。
2、满足钢轨焊接的特殊需要,保证接头质量可靠。
焊接接头/连接标准:
1、钢轨与电缆的连接过渡电阻小于30μΩ。
2、符合焊接接头钢轨对落锤的承受能力。
3.承受200万次不间断疲劳载荷。
低温放热焊缝系列的焊接质量
1. 低温系列的反应温度低于常规/传统放热焊粉的反应温度。
2、标准的焊接温控参数工艺,保证钢轨金相组织品质的一致性。
3、焊接反应平稳、顺畅,没有剧烈喷渣和刺耳响声。
4、焊接接头外观光滑,无贯穿性气孔。
5、对焊接处的钢轨进行探伤试验时焊点无损伤/裂纹。
6、能有效控制焊接后钢轨马氏体、贝氏体的产生

(钢轨**低温放热焊接反应过程中的温度变化)
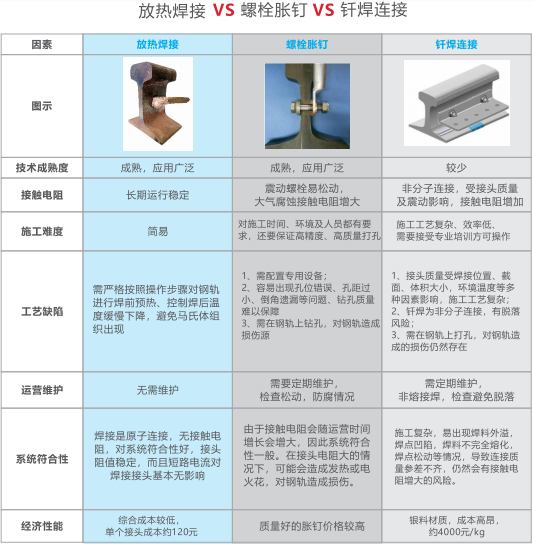
(不同钢轨连接方式的分析对比:低温放热焊接—螺栓胀钉—钎焊连接)
总体来说,桑莱特开发的低温放热焊接针对钢轨的严苛要求,严格控制对钢轨运行不利的马氏体、贝氏体的产生,并通过了金相、疲劳载荷和落锤等钢轨关键指标检测。


")
")

